
小型系列臥式冷室壓鑄機
我們已為汽車制造、摩托車制造、新能源車、通訊等多個行業提供了高效穩定的壓鑄單元。該單元以壓鑄機為管理中心,周邊匹配自動化設備、智能機器人、遠程控制系統等智能配件,實現從原材料到合格壓鑄件制造過程的程序化、數字化及遠程聯網控制管理,實現大型復雜壓鑄件的智能化生產,適用于制造汽車零部件、通訊器材、扶梯踏板、燈具外殼、建材零件等大型壓鑄件產品。
所屬分類
關鍵字
壓鑄機
訂購熱線:
產品描述
主機性能特點
1、中小型機座用整體框架式結構,機座的大油箱和小油箱采用整根方鋼管連接,增加了機座的剛性。
2、斜排式雙曲肘合模機構設計,運行平穩,鎖模可靠。
3、原機器模板采用球墨鑄鐵,設計剛性大、耐沖擊、壽命長 ; 現部分機型采用鍛件模板綜合機械性能更好。
4、模板、曲肘等全部采用進口加工中心兩道精加工,加工精度高,鋼套采用冷凍安裝工藝裝配,保證配合精度及使用壽命。
5、液壓驅動的調模裝置,適應不同模具厚度。
6、950 噸以上壓鑄機具備自動抽插前上方一根拉杠功能,方便模具的安裝。
7、容積式集中潤滑系統,具有潤滑壓力欠壓和潤滑油位低報警功能。
8、壓射部件采用拉桿式龍門架結構,配有液壓自動升級裝置,具有 2-3 個壓射位置。
9、壓射增壓速度采用四級控制,各自獨立的快速及增壓蓄能器結構,壓鑄工藝參數調整范圍寬,調整方便,壓射、增壓速度調節不可擾。
10、增壓發訊用壓力傳感器,重復精度好,壓鑄產品穩定性高。也可以選擇時間或行程觸發增壓啟動。三種觸發方式,可自由選擇,滿足多種工藝需求。
11、快壓射和增壓用 Parker 比例閥或用電調閥控制的壓鑄機具有壓射壓力,速度及位移曲線顯示功能,并可存儲數十套模具工藝參數。
12、壓射部分可以根據客戶要求配備實時控制系統。
13、壓射部分比例閥控制油路經單獨高精密濾油器過濾,同樣具有濾網堵塞報警功能。
14、各個油缸采用進口密封件,摩擦阻力小、密封效果好;電比例閥控制系統的壓力和流量,各油缸的動作壓力、速度可通過觸摸屏獨立設置。
15、電器配件均采用國際知名品牌,使用靈敏可靠、壽命長。
16、980 噸以上自動安全門,按客戶要求具體配置。
17、可與自動給湯機、自動噴霧機、自動取出機及機器人等周邊設備聯機,實現全自動壓鑄生產。
18、可與機器人、檢測儀等智能設備聯機,完成智能化壓鑄生產。
合模部分

型號中的A型和G型壓鑄機的靜模板和動模板采用中碳鋼鍛件,并通過調質處理,提高了抗壓強度和屈服強度等綜合機械性能。改進了球墨鑄鐵模板存在的模具安裝面凹陷、變形超差、模板開裂等缺陷。合模缸座和曲肘零件采用高強度球墨鑄鐵,保證合模部分的精度穩定性。優化合模機構設計,模板行程比大,提高生產效率。

采用斜排機構、差動合模原理,提高合模動作的速度及穩定性,加強機械自鎖力。

機座用整體框架式結構,機座的大油箱和小油箱采用整根方鋼管連接,增加了機座的剛性。
壓射部分

壓射閥板采用整體式結構,避免閥板連接處的漏油、滲油現象。580噸(含580噸)以上機器采用前置增壓式結構,具有壓射速度快、建壓時間短、工藝窗口寬的特點。

H型壓鑄機壓射、增壓選用德國Parker比例閥,提高壓鑄工藝參數的可靠性及穩定性,使參數調整更便捷,自動化程度更高。

小型壓鑄機采用整體式壓射閥板,內置特殊設計的保壓單向閥。

壓射運動部件兩側重量平衡,提高壓射系統的穩定性,延長運動零件的使用壽命。
壓射部分的位置信號采集,采用行程開關和位移傳感器兩套系統;增壓發訊可選擇壓力、位置、時間三種方式,客戶可根據壓鑄產品的工藝要求在控制屏中任意選擇。
液壓部分
油泵采用日本/歐美名廠生產的高性能、低噪音雙聯葉片泵,經久耐用、節能、高效。
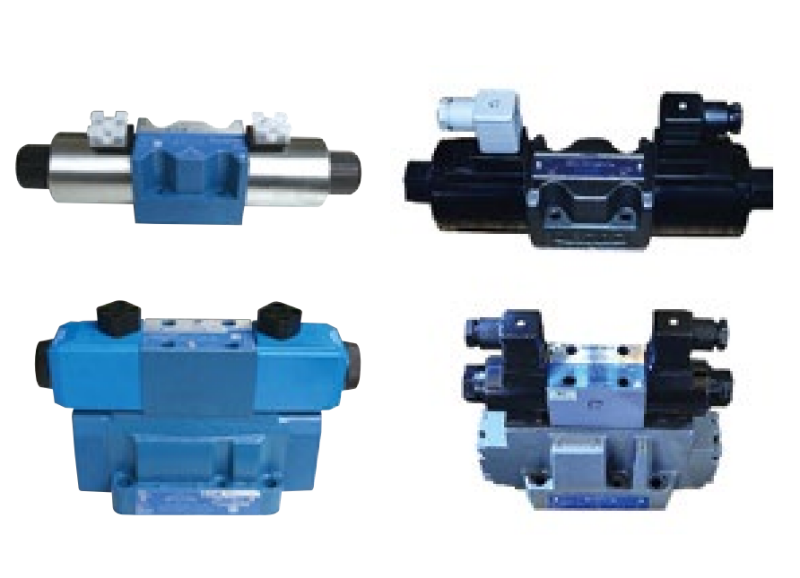
德國及日本原裝電磁閥、電液閥。
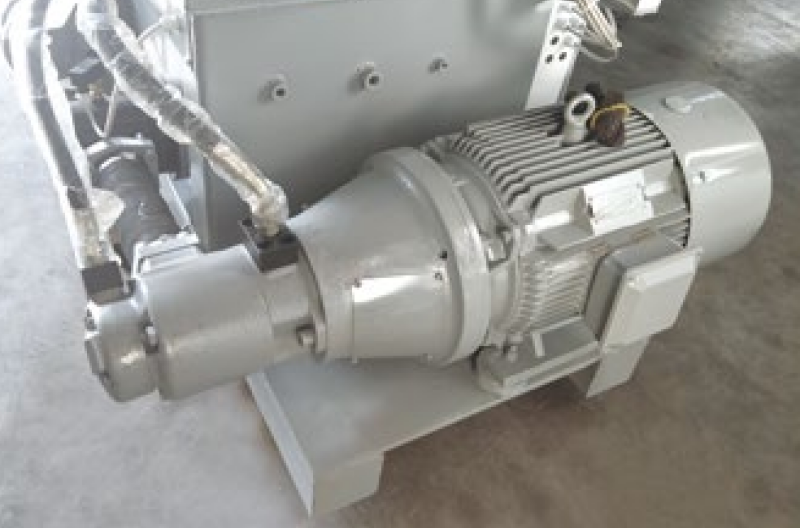
伺服節能系統
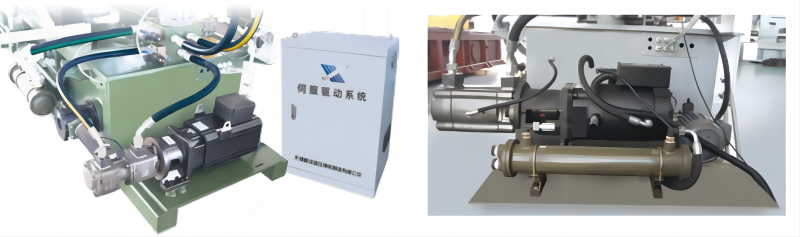
·壓鑄機伺服系統主要由伺服驅動器、伺服電機、旋轉編碼器、油泵、壓力傳感器等元件組成。
·伺服系統根據接收信號調整伺服電機的轉速與扭矩,對流量和壓力進行閉環控制。油泵的輸出流量正比于伺服電機的轉速,油泵的輸出壓力正比于伺服電機的輸出扭矩。因此能夠按照實際需要的壓力和流量來供油,克服了普通定量泵系統高壓溢流產生的高能耗。
·節電性能超強:在理想工作狀態下,相比傳統油泵比例閥系統節能率可達30%-70%。
·穩定性上佳:伺服電機閉環精密控制,相比傳統油泵比例閥系統重復精度大大提高。
·響應性能快速:靈敏的伺服電機,快速啟動時間僅需0.05S。
·持續運行溫升低:伺服電機按需求比例輸出液壓油,避免多余熱量產生,液壓油溫升低。
電氣部分
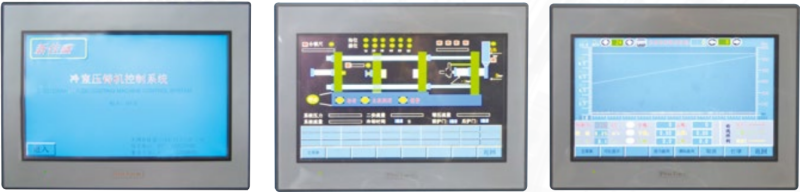
大屏幕彩色觸摸屏,顯示壓射速度曲線、壓力曲線、位移曲線;具有狀態監控、故障診斷、工藝記憶功能,可存儲數十組模具工藝參數(H型配置)。

自主設計制造的壓鑄機控制柜,選用Siemens、Pro-face、Schneider、〇mron等知名品牌電器元件。
潤滑、冷卻部分

油溫冷卻采用中日合資神威公司產旋流式翅片冷卻器,體積小,換熱效率高,壓力損失小,確保主機在合適油溫連續工作。

采用容積式中央自動控制曲肘潤滑系統,由主機PLC控制,可檢知分配器,設有潤滑故障報警裝置;確保機器潤滑效果良好。

268噸以上機器采用特殊熔杯座加冷卻水水道,228噸以下機器在靜模板上加冷卻水水道,縮短鑄件冷卻時間,提高生產效率。
臥式冷室壓鑄機技術參數表
| 單位 Unit | JS160C | JS180C | JS200G | JS228A | JS268A | JS300G | JS320A | JS350G | JS420G | JS580G | JS760G | JS900G | JS980G | JS1150G | JS1350G | JS1600G | JS2000G | JS2800F | JS3200F | |||||||||||||||||||||
| 合模力 De Loding Force | N | 1600 | 1800 | 2000 | 2300 | 2680 | 3000 | 3200 | 3500 | 4200 | 5800 | 7600 | 9000 | 9800 | 11500 | 13500 | 16000 | 20000 | 28000 | 32000 | ||||||||||||||||||||
| 模板尺寸(水平x垂直) DeDimanten(V) | mm | 720x720 | 730x730 | 760x740 | 770x770 | 845x870 | 900x860 | 900x910 | 960x920 | 1000x1000 | 1150x1150 | 1330x1330 | 1435x1435 | 1480x1480 | 1620x1600 | 1780x1780 | 1990x2011 | 2110x2235 | 2560x2410 | 2800x2650 | ||||||||||||||||||||
| 大杠內間距(水平x垂直) Te-burapachg i00 | mm | 460x460 | 480x480 | 490x490 | 510x510 | 545x545 | 560x560 | 580x580 | 600x600 | 650x650 | 755x755 | 850x850 | 930x930 | 995x975 | 1050x1050 | 1150x1150 | 1250x1250 | 1350x1350 | 1650x1500 | 1800x1550 | ||||||||||||||||||||
| 大杠直徑 Te Bar Dameter | mm | Φ85 | Φ85 | Φ90 | Φ95 | Φ105 | Φ110 | Φ115 | Φ120 | Φ130 | Φ145 | Φ170 | Φ185 | Φ195 | Φ210 | Φ230 | Φ260 | Φ290 | Φ330 | Φ360 | ||||||||||||||||||||
| 模具厚度 D HaghtMn-Ma) | mm | 200~550 | 200~550 | 200~-550 | 200~600 | 250~650 | 250~650 | 250~700 | 250~700 | 300~750 | 320~800 | 350~900 | 400~950 | 400~1000 | 450~1150 | 550~1200 | 600~1320 | 650~1500 | 750-1800 | 800~2000 | ||||||||||||||||||||
| 動模板行程 Dle Srole | mm | 360 | 380 | 380 | 400 | 450 | 450 | 460 | 500 | 550 | 580 | 680 | 780 | 860 | 900 | 1000 | 1100 | 1400 | 1500 | 1500 | ||||||||||||||||||||
| 頂出行程 ector Siche | mm | 80 | 80 | 80 | 100 | 130 | 100 | 130 | 130 | 120 | 140 | 180 | 200 | 220 | 230 | 250 | 250 | 300 | 320 | 320 | ||||||||||||||||||||
| 頂出力 gectior Ferce | IN | 100 | 100 | 110 | 120 | 175 | 175 | 175 | 180 | 200 | 250 | 340 | 400 | 520 | 560 | 650 | 700 | 740 | 800 | 900 | ||||||||||||||||||||
| 壓射力 Injecion Force | IN | 200 | 220 | 230 | 250 | 290 | 320 | 320 | 360 | 400 | 520 | 620 | 70 | 800 | 950 | 1100 | 1300 | 1500 | 1800 | 2100 | ||||||||||||||||||||
| 壓射位置 Podiionaf Injacian | mm | 0,-70,-140 | 0,-70-140 | 0,-70,-140 | 0,-160 | 0,-160 | 0,-150 | 0-150 | 0,-200 | 0,-220 | 0,-250 | 0-250 | 0,-250,300 | 0,-300 | 0,-320 | 0,-350 | 0,-350 | 0,-400 | 0,-500 | |||||||||||||||||||||
| 壓室直徑 Diamar d IngacionChambar | mm | 40 | 50 | 60 | 50 | 60 | 70 | 50 | 60 | 70 | 50 | 60 | 70 | 50 | 60 | 70 | 50 | 60 | 70 | 50 | 60 | 70 | 50 | 60 | 70 | 60 | 70 | 80 | 70 | 80 | 90 | 80~110 | 80~120 | 90~130 | 90~130 | 100~140 | 110~150 | 130~170 | 140~180 | 150~190 |
| 一次澆注量(鋁) Qunty of fudl Metd Pelijcion(A) | kg | 0.8 | 13 | 1.8 | 1.1 | 1.6 | 22 | 13 | 1.8 2.5 | 13 | 198 | 2.7 | 1.6 | 2.35 | 3.2 | 1.6 | 2.35 | 3.2 | 1.6 | 235 | 3.2 | 19 | 2.7 | 3.8 | 2.7 | 3.7 | 4.8 | 3.6 | 4.7 | 6 | 6~116 | 7~16 | 91~19 | 9.6~20 | 13.2-26 | 172-32 | 24.5~42 | 30~50 | 39~63 | |
| 壓射比壓 Proporiond Prasure for rjac ton | MPa | 159 | 101 | 70 | 112 | 77 | 57 | 117 | 81 | 59 | 127 | 88.5 | 65 | 156 | 108 | 80 | 163 | 113 | 83 | 163 | 13 | 88 | 184 | 127 | 94 | 142 | 104 | 80 | 135 | 103 | 81 | 123~63.5 | 140~62.5 | 125~603 | 149~716 | 140~71.4 | 136.8~73.6 | 113~66 | 177~71 | 119~73 |
| 鑄件投影面積 Casing Ane of Dhe Cat | c㎡ | 100 | 158 | 228 | 233 | 315 | 170 | 246 | 338 | 181 | 260 | 353 | 170 | 246 | 330 | 182 | 265 | 360 | 182 | 265 | 360 | 190 | 274 | 374 | 282 | 385 | 503 | 426 | 558 | 710 | 588~1136 | 628~1412 | 850~1620 | 765~1595 | 928~1820 | 1169~2173 | 1770~3030 | 2375~3940 | 2670~43507 | |
| 最大投影面積(40MPa) MalmumCaing Aea(40Mpo) | c㎡ | 400 | 450 | 500 | 575 | 670 | 745 | 745 | 875 | 1050 | 1440 | 1892 | 2190 | 2450 | 2860 | 3250 | 4000 | 5000 | 7000 | 950 | ||||||||||||||||||||
| 壓射室法蘭凸出定板高度 Over Heige of Hinga Above Bois | mm | 1045 | 1Das | 10ax | 10ag | 1Das | 12m | 2as | 2as | 15mm | 15mm | 154m | 204g | 20ms | 204g | 25mm | 254m | 25mm | 30mm | 304m | ||||||||||||||||||||
| 壓射室法蘭直徑 Damster oflgjaction Chamber Hange | mm | Φ110f7 | Φ10f7 | Φ110f7 | Φ110f7 | Φ10f7 | Φ11077 | Φ110f7 | Φ110f7 | Φ1307 | Φ1307 | Φ16517 | Φ18017 | Φ1907 | Φ2407 | Φ24077 | Φ260f7 | Φ260f7 | Φ280f7 | Φ280f7 | ||||||||||||||||||||
| 壓射頭推出距離 Plinger Fandration | mm | 120 | 130 | 30 | 145 | 150 | 150 | 150 | 180 | 220 | 230 | 280 | 300 | 350 | 300 | 350 | 380 | 400 | 450 | 540 | ||||||||||||||||||||
| 壓射行程 InjectionStce | mm | 345 | 350 | 350 | 370 | 420 | 420 | 420 | 480 | 510 | 570 | 700 | 750 | 800 | 850 | 950 | 980 | 1000 | 1050 | 1200 | ||||||||||||||||||||
| 空循環周期 Dry Cyde | S | 7 | 7 | 7 | 8 | 10 | 10 | 10 | 10 | 10 | 12 | 13 | 14 | 14 | 16 | 19 | 22 | 25 | 28 | 30 | ||||||||||||||||||||
| 管路工作壓力 Paare of Operatian Ppelna | MPa | 14 | 14 | 14 | 14 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | 15 | 16 | 16 | 16 | 16 | 15 | 15 | ||||||||||||||||||||
| 電動機功率 Motor Power | kW | 11 | 15 | 15 | 15 | 18.5 | 18.5 | 22 | 22 | 22 | 30 | 37 | 45 | 45 | 55 | 37x2 | 45x2 | 55x2 | 55+75 | 75+90 | ||||||||||||||||||||
| 油箱容積 Velume of Ch tank | L | 500 | 600 | 650 | 680 | 700 | 700 | 700 | 750 | 800 | 900 | 1300 | 1400 | 1500 | 1800 | 2200 | 2600 | 3000 | 3500 | 3800 | ||||||||||||||||||||
| 機器重量(約) Machhe Waghaptimand) | kg | 7000 | 7600 | 8000 | 9200 | 11500 | 11500 | 12300 | 14200 | 16500 | 23500 | 36000 | 42500 | 50000 | 70000 | 86000 | 110000 | 140000 | 200000 | 250000 | ||||||||||||||||||||
| 機器外形尺寸(長x寬x高) | m | 52x13x235 | 5.5x13x2.45 | 5.5x14x2.45 | 5.6x14x2.45 | 6.3x168x2.5 | 63x168x25 | 6.3x1.75x2.7 | 6.8x1.78x27 | 7.1x19x2.78 | 7.8x2.1x3 | 8.9x23x3.11 | 9.4x2.4x3.27 | 9.76x2.5x3.34 | 11.3x3.3x4 | 11.5x4x3.9 | 3x4x42 | 14x42x4.5 | 15x49x50 | 16x5.2x52 | ||||||||||||||||||||
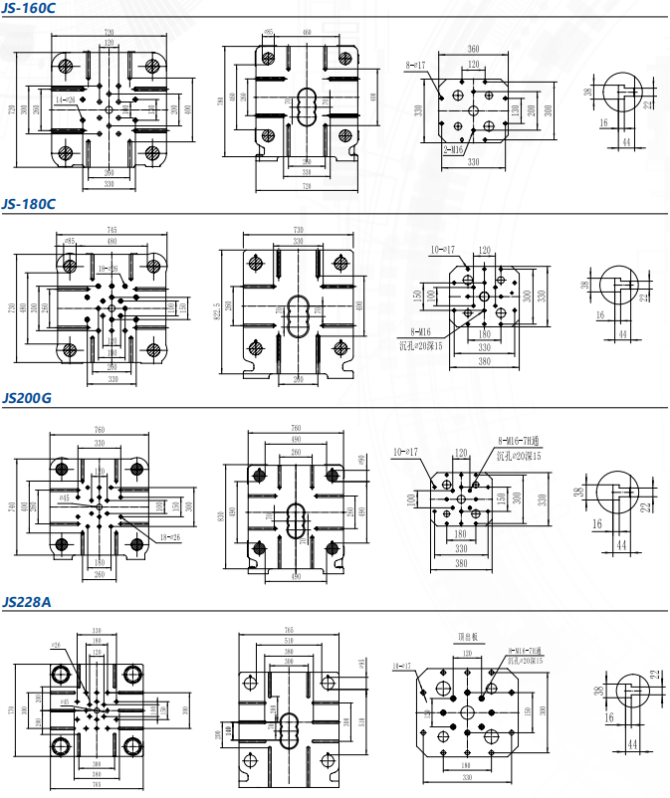
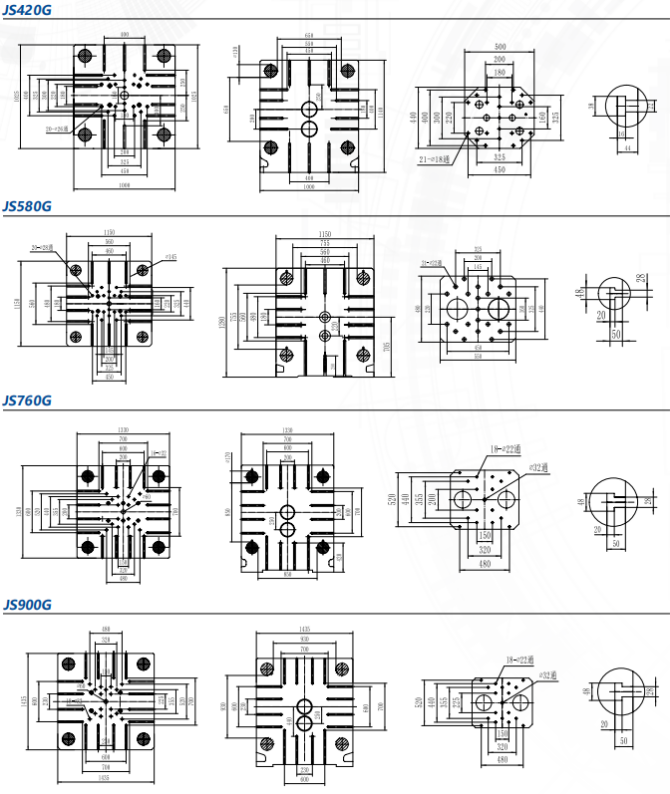
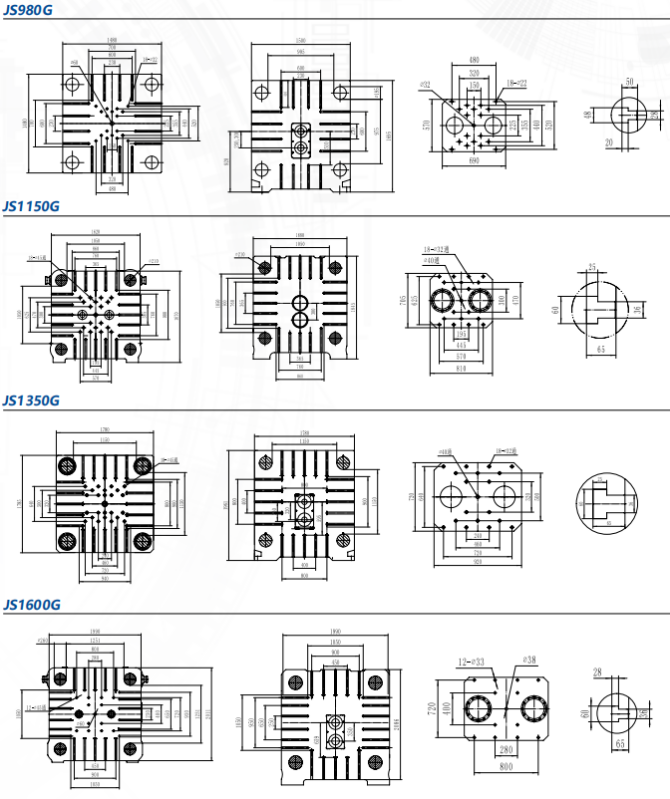
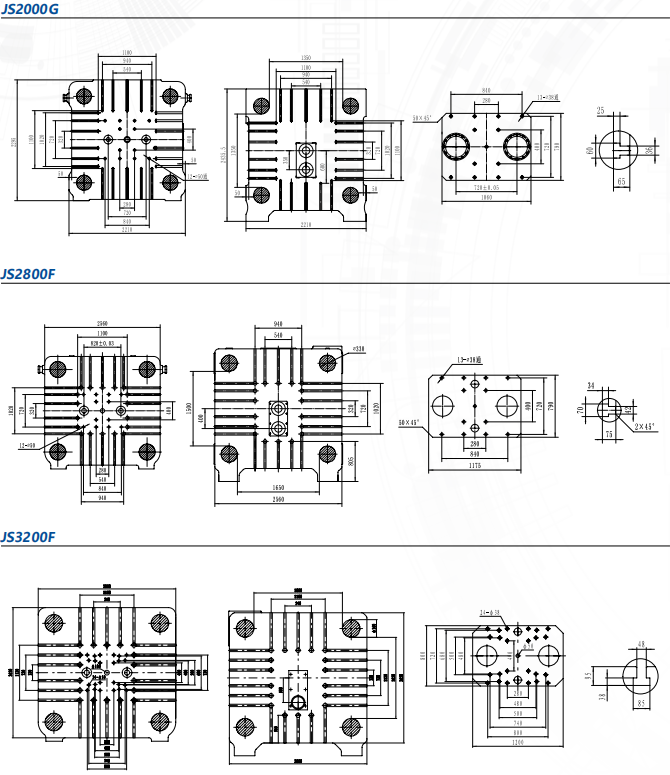
臥式冷室壓鑄機模板安裝圖

制造現場展示




地址:江蘇省江陰市徐霞客鎮北渚村南絳193號
電話:0510-86521168 (總經辦)
0510-86523568 (營銷部)
傳真:0510-86525999
產品搜索



